 en
en
 Русский [ru]
Русский [ru]






























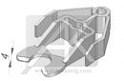

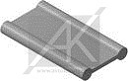


















































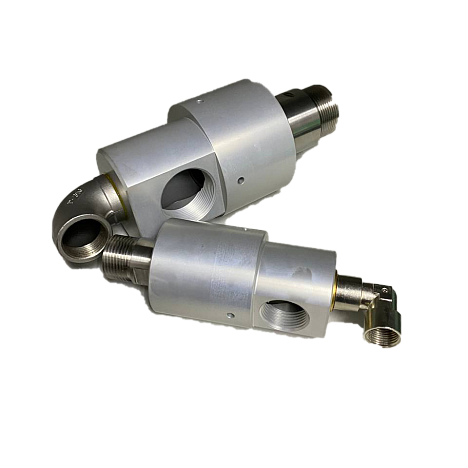






The AvtokomTehnolodgy group of companies supplies rotary axes for monoblock filling machines of Krones AG.
This type of rotation axes is made of heat-resistant materials, due to which, corrosion resistance, wear resistance and ability to work in conditions with constantly changing temperature.One of the main factors for the customer is the delivery time of spare parts. Our company carries out deliveries as soon as possible, from 1 to 2 weeks, while original spare parts from the manufacturer are delivered in a period of 4 to 6 weeks.
Analogues of rotation axes Krones AG:
The original code 1-070-25-077-1, analogue PN-009-001
The original code 1-070-25-076-1, analogue PN-009-002
Analogues of rotation axes Tyrolon-Shulnig GmbH:
The original code 0312-0690-01, analogue PN-009-001
The original code 0312-0690-02, analogue PN-009-002
Krones AG is a leading company in the development, manufacture and installation of equipment for bottling, canning and packaging. It is the only manufacturer of bottling machines that owns the Bottle-to-Bottle-Recycling process and recycles that allows the secondary use of bottles in the food industry. The analogues of the rotation axes proposed by us, which are used in bottling monoblocks, are fully compatible and interchangeable with the original products.


Monoblock filling is a machine that combines in a single package two or more processes for bottling and subsequent sealing of beverages and other liquids.
Monoblocks that perform three or more functions are conventionally called triblock blocks, quad blocks, superblocks, and so on. Monoblock equipment layout is a priority in the development of food engineering for most serious manufacturers of filling equipment. This is due to a variety of reasons: the compactness of the monoblock equipment, the perfect synchronization of the operation of the devices included in its composition, the convenience and ease of operation and maintenance, the simplicity of compliance with sanitary and hygienic standards, due to the closed space of the candy bar, and an acceptable price, compared to analogues performing data tasks with free-standing equipment. Unconditional advantages of using monoblocks on bottling lines include the fact that all leading manufacturers in the production of equipment with a capacity of 6,000 bottles per hour or more prefer to use monoblock machines.
Basic design solutions for the monoblock filling and capping.
All monoblocks are identical in their basic concept:
- the base of the machine, is a frame with a drive from which all the rotating elements are synchronously driven through the gear system;
- the pourable product, as well as the gas necessary for creating the pressure, including the evacuation piping system, is fed through the distributor to the annular reservoir on which the filling devices are located (the liquid medium is introduced from below, gases and return of cleaning solutions from above).
Proceeding one by one, the bottles with a screw are built at a certain distance one by one and are moved by a loading sprocket onto the bottle table of the lifting cylinder, and the centering bell centers them under the filling device. When the bottles are filled, they are inserted into the closure with the help of an intermediate sprocket, where the capping is done. After this, the bottles are directed one by one onto a plate conveyor using a discharge sprocket of the sealing machine.
The filling process is currently about 5-6 seconds, and a little time is also required for the preliminary and subsequent stages of bottle handling. Therefore, high productivity of the machine is possible only with a larger number of filling devices and, as a consequence, with a larger diameter of the monoblock filling carousel. The diameter of this carousel is from 1.4 to 6.5 m.
Given the delivery possibilities to the installation site, the diameter of filling machines should be limited to a value of the order of 6.5 m. With 200 self-leveling valves, the distance between them is approximately 10 cm. The larger the diameter of the bottle, the more space is required for it and, therefore, The same diameter will reduce the number of filling valves.

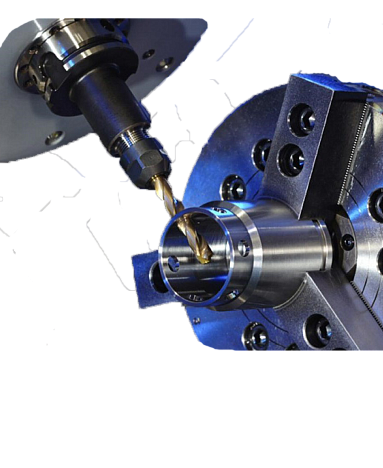
Items 12, 13 - Axes of rotation.
The main components of the filling monoblock.
Bottles need to be filled as soon as possible and immediately corked. It is for this reason that at present all filling machines are combined into one device with sealing machines and, therefore, are considered as a monoblock.
Basic structural groups and elements of the monoblock filling and capping:
- monobloc drive;
- supply of media;
- loading, handling and unloading of bottles;
- structure and operating principle of lifting mechanisms;
- design and operation principle of filling devices;
- corking filled bottles;
- change in height, adjustment to a different size and shape of the bottle;
- machine wash;
- service.
Drive monoblock filling and capping.
The drive of monoblocks for bottling and capping is carried out by means of an alternating current motor controlled by frequency, in the drive of a monoblock dispenser frequency converters are often used, which drives the moment, which is distributed by a reducer in two directions:
- by means of a constantly rotating swivel shaft onto the ball rotary connection of the filling carousel;
- through a different level to the filling-capping monoblock, to the loading and unloading asterisks and to the loading auger.
At present, the gears are partly made of highly resistant materials, and therefore produce little noise. The special shape of the teeth and the presence of lubricant also provide a quiet movement of the mechanisms.
The AvtokomTehnolodgy group of companies has established itself in the market as a supplier of reliable and quality spare parts for industrial equipment. In our catalog you can get acquainted with the assortment of products offered, as well as pick up the analogues of the original products, using the search by manufacturer's codes.
